

Recently, our company successfully completed a cryogenic deflashing test for a POM (polyoxymethylene) material product, achieving remarkable results. This product had small burrs, mainly concentrated at the injection gate, which were difficult to remove efficiently using traditional methods. By introducing the NS-60 Cryogenic Deflashing Machine, we not only significantly improved deflashing efficiency but also enhanced product precision, earning high praise from our clients.
Project Background: The Burr Challenge of POM Material Products
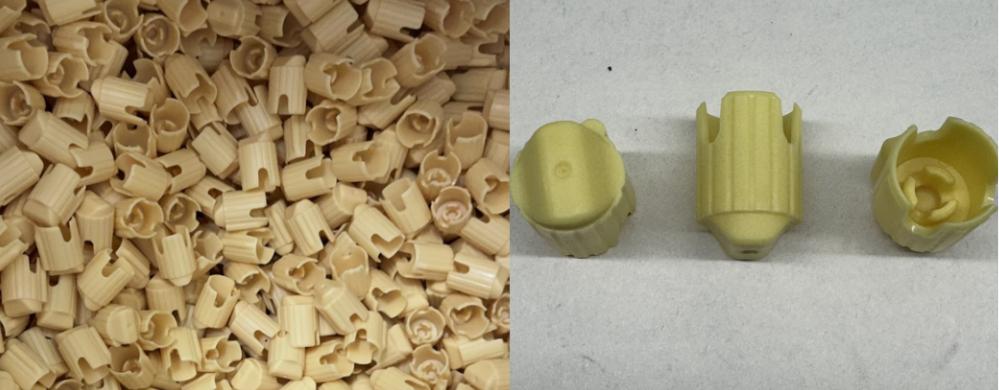
POM material is widely used in precision component manufacturing due to its excellent mechanical properties and wear resistance. However, after injection molding, small burrs often remain at the injection gate, making traditional manual deflashing methods inefficient and imprecise, and unable to meet the requirements of high-precision products. To address this, our technical team decided to use the NS-60 Cryogenic Deflashing Machine for testing, exploring a more efficient solution.

NS-60 Cryogenic Deflashing Machine: A High-Efficiency and Precision Tool
The NS-60 is a high-precision cryogenic deflashing machine designed for multi-variety, small-batch, and variable processing parameter production scenarios. Its core advantages include:
1. High-Precision Deflashing: Suitable for high-precision products such as O-rings and injection-molded parts, including polyurethane U-seals and oil seals.
2. Efficient Production: Taking injection-molded connectors as an example, the NS-60 can process 32kg of products per hour, far exceeding the 1.5kg/hour efficiency of manual deflashing.
3. High Flexibility: Parameters such as basket rotation speed, wheel force, temperature, and deflashing time can be adjusted flexibly based on product characteristics to ensure optimal results.
Testing Process: From Loading to Deflashing, Efficient and Controlled
During the test, we strictly followed these steps:
1. Product Loading:The POM material products were placed into the cryogenic deflashing machine, and the basket cover was installed before transferring to the basket.
2. Parameter Setting: Key parameters such as basket rotation speed, wheel force, temperature, and deflashing time were set based on product characteristics.
3. Deflashing Process: After closing the chamber, the machine was started. The cryogenic deflashing machine removed burrs through low-temperature embrittlement and high-speed projection.
4. Result Inspection: After deflashing, the products were taken out and inspected under an electron microscope.
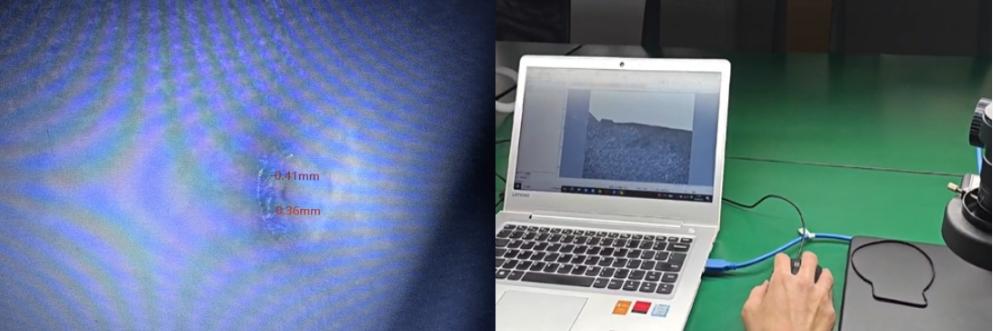
Test Results: Burrs Reduced from 0.4mm to 0.1mm, Client Highly Satisfied
Under the electron microscope, we observed that the original 0.4mm burrs were reduced to just 0.1mm after cryogenic deflashing, far exceeding expectations. The client was highly satisfied with the results and decided to visit our company for an on-site inspection and further discussions on equipment procurement.
Contact Us: Providing the Best Solutions for You
If you are also struggling with product burrs and flashes, feel free to contact us. We will tailor the best solution based on your product characteristics to help you improve product quality and production efficiency.
About Us
As a leader in cryogenic deflashing technology, we are committed to providing efficient and precise deflashing equipment and solutions for our clients. Whether it’s POM, polyurethane, or other materials, we offer professional support.
**Contact Information**
Email: yurao_wang@stmc.group
Website: https://www.showtop-tech.com/
We look forward to collaborating with you to drive technological advancements in the industry!
Post time: Feb-27-2025